SNCM630 steel Manufacturer and Exporter,supplied with round,square,flat,block,and shaft etc.
SNCM 630 steel belongs to alloy steel in Japanese grade standard JIS G4103. It contains nearly 3% Ni, 3% Cr and a small amount of 0.5% Mo which belongs to the Ni-Cr-Mo series of steels.
This type of steel mainly for machine structural use manufactured by hot forming,such as hot rolling and forging, ordinarily used after further processes of forging.SNCM630 steel is generally delivered in an annealed condition.

SNCM630 STEEL SUPPLY FORM & SIZE & TOLERANCE
Hot Forged Round bar:Φ80-Φ1000mm
Hot Rolled Round bar:Φ16-Φ130mm
Hot Forged Square bar: Max Thickness:500mm
Flat bar/Blcoks:Thickness :120-800mm ,Width:120-1500mm
| Surface Finish | Black-Forged | Black-Rolled | Rough Turned | Cold Drawn | Peeled | Polished | Grinded |
| Tolerance | 0/+5mm | 0/+1mm | 0/+3mm | Best H11 | Best H9 | Best H9 | Best h8 |
SNCM630 STEEL CHEMICAL COMPOSITION AS PER JIS G4103
| Grade | C | Si | Mn | P | S | Cr | Ni | Mo |
| SNCM630 | 0.25-0.35 | 0.15-0.35 | 0.35-0.60 | ≤0.03 | ≤0.03 | 2.5-3.5 | 2.5-3.5 | 0.5-0.7 |
SNCM630 STEEL EQUIVALENT GRADE
China/GB:30Cr3Ni3Mo
SNCM630 STEEL FORGING
The billets of SNCM630 steel should be annealed to release internal stress caused by casting before foging.Recommended Forging temperature:850℃- 1180℃.Never forge it below 850 degrees, otherwise the material will harden and crack.
Once the forging is completed, SNCM630 steel should be sent to the annealing furnace as soon as possible.The purpose is to soften the hardness for further processing, the second is to release the internal stress caused by the forging, and the third is to be a high-sensitive white spot material with hydrogen elimination treatment.
SNCM630 STEEL HEAT TREATMENT
- Annealing
Heat the steel to the temperaure 830-870ºC,and enough soaking time for the steel heating, Cool slowly in the furnace with hardness below 269HBW.
- Quenching
Quenching temperature is carried out from an austenitizing temperature of 850-900ºC with several heating steps,keep suitable time for the steel to be thoroughly heated, oil quenching is recommended.
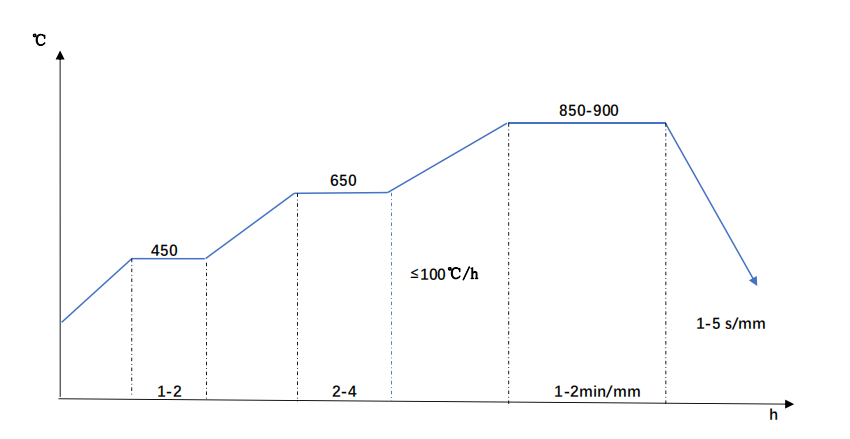
JIS SNCM630 Steel Quenching Diagram
- Tempering
Tempering process should be followed after quenching immediately.Tempering at a suitable temperature 550-650ºC .
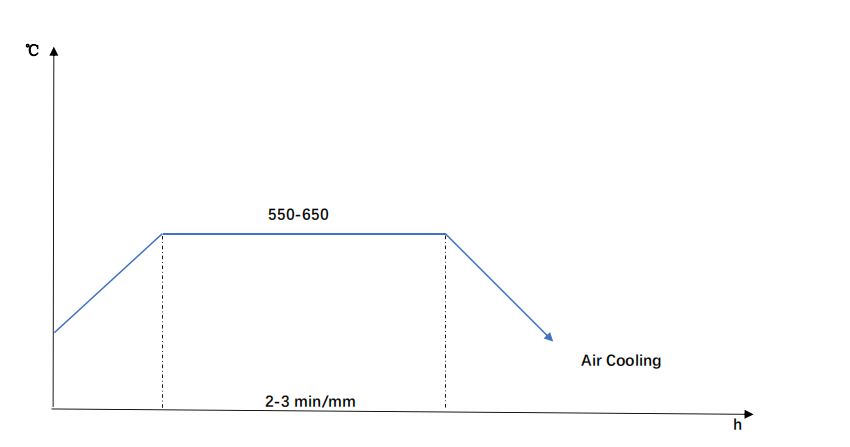
JIS SNCM630 Steel Tempering Diagram
SNCM630 STEEL MECHANICAL PROPERTY WITH QUENCHED AND TEMPERED CONDITION
- SNCM630 Steel Mechanical Property with Different Quenching & Tempering Temperature
| Heat treatment process | Tensile performance at room temperature | |||||
Recommended data | Quenching Temperature,ºC | Tempering Temperature,ºC | Tensile, Mpa | Yield, Mpa | Elongation, % | Reduction, % |
| 850-900 | 550-650 | ≥1080 | ≥885 | ≥15 | ≥45 | |
Test Data | 850 | 560 | 1355 | 1180 | 16 | 51.5 |
| 580 | 1060 | 900 | 18.5 | 62 | ||
| 600 | 1050 | 875 | 18.5 | 61 | ||
| 620 | 1010 | 850 | 20.5 | 66 | ||
880 | 560 | 1195 | 1030 | 18.5 | 62.5 | |
| 580 | 1080 | 905 | 19.5 | 64.5 | ||
| 600 | 1060 | 895 | 20.5 | 66 | ||
| 620 | 995 | 830 | 21 | 67.5 | ||
900 | 560 | 1280 | 1095 | 17 | 58 | |
| 580 | 1155 | 995 | 18.5 | 64.5 | ||
| 600 | 1010 | 835 | 21 | 64.5 | ||
| 620 | 980 | 800 | 21 | 63 | ||
- SNCM630 Steel Impact Data at room temperature with Different Quenching & Tempering Temperature
Tempering Temperature,ºC | Quenching Temperature,ºC | ||
| 860 | 880 | 900 | |
| 560 | 32J | 78J | 51J |
| 580 | 92J | 90J | 84J |
| 600 | 96J | 100J | 114J |
| 620 | 110J | 120J | 94J |
- SNCM630 Steel Hardness Data at room temperature with Different Quenching & Tempering Temperature
Tempering Temperature,ºC | Quenching Temperature,ºC | ||
| 860 | 880 | 900 | |
| Requirement:302-352HB | |||
| 560 | 415 | 317 | 388 |
| 580 | 321 | 337 | 345 |
| 600 | 309 | 329 | 325 |
| 620 | 309 | 317 | 302 |
- SNCM630 Steel Grain size Data at room temperature with Different Quenching & Tempering Temperature
Tempering Temperature,ºC | Quenching Temperature,ºC | ||
| 860 | 880 | 900 | |
| 560 | 6.5 | 6.0 | 6.0 |
| 580 | 5.0 | 6.5 | 8.0 |
| 600 | 5.5 | 8.0 | 7.5 |
| 620 | 7.5 | 6.0 | 6.5 |