In the field of mechanical manufacturing, material properties often determine the quality and service life of products, and hardenability, as a key indicator to measure the heat treatment performance of steel, directly affects the comprehensive mechanical properties of parts.
4140 steel, as a widely used medium-carbon alloy structural steel, has a medium to high hardenability. This is relatively good among non-alloy carbon steels (such as 1045 steel) or low-alloy steels with the same carbon content, but not as good as some specially designed high-hardenability alloy steels (such as 4340 steel or steels with higher nickel content).
Next, we will explore in depth how the hardenability of 4140 steel performs? In which applications does it play an important role?
What is Hardenability?
Hardenability refers to the ability of steel to obtain a deep martensitic structure during quenching.It determines how deep the steel can be hard, but it doesn’t determine how hard it actually is.
What does high hardenability mean?
High hardenability means that quenching can penetrate deeper into the material, transforming a larger cross-section into martensite and resulting in uniform overall hardness. In addition, high hardenability allows for the use of gentler quenching media for cooling, which means less material deformation and a lower risk of cracking.
What are the main factors affecting hardenability?
Alloying elements (except Co) significantly reduce the critical cooling rate (Vc) by improving the stability of supercooled austenite (shifting the C curve to the right), thereby improving hardenability. Carbon content mainly affects the maximum hardness after hardening, and its effect on improving hardenability is relatively minor.
How do the Elements in 4140 Steel Affect Hardenability?
| Grade | C | Si | Mn | P | S | Cr | Mo |
| 4140 | 0.38-0.43 | 0.15-0.35 | 0.75-1.00 | ≤0.035 | ≤0.04 | 0.8-1.1 | 0.15-0.25 |
First, the carbon element in 4140 steel provides basic strength and hardness by forming martensite and carbides, but has limited effect on improving hardenability.Silicon plays a similar role to carbon, increasing the strength and hardness of steel. In addition, deoxidation is its core function.
Manganese, chromium, and molybdenum are the factors that truly determine the hardenability of 4140 steel.
- Manganese: As a cost-effective hardenability element, it significantly improves hardenability (especially for the core).
- Chromium: As a strong hardenability element, it mainly affects the hardenability of medium-sized cross-sections (approximately 50 mm or less).In addition, chromium carbides can improve the surface wear resistance and high-temperature strength of 4140 steel.
- Molybdenum: As a highly hardenable element, it significantly contributes to the hardenability of cores with large cross-sections (>50mm).Furthermore, it can significantly reduce temper brittleness, allowing 4140 steel to be tempered at higher temperatures without sacrificing toughness.
What is the Hardenability of 4140 Steel?
First, let’s look at the ideal critical diameter (Dᵢ) of 4140 steel under different quenching media:
| Oil quench | Water quench | |
| Dᵢ | 50mm/2" | 90mm/3.5" |
Dᵢ represents the maximum diameter that guarantees a 50% martensite content in the core.The higher the value, the better the hardenability.
In addition, we can look at the Jominy curve, which is the most standard method for characterizing hardenability.
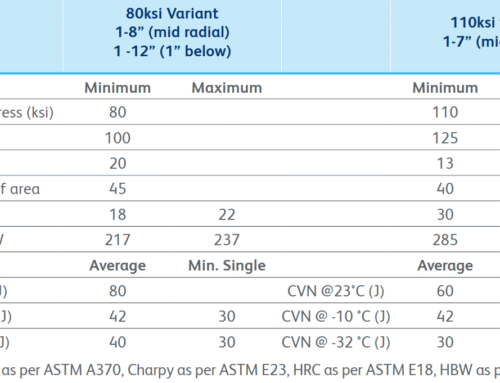
- Hardness at 1/16 inch (1.6mm): Typically in the 55-58 HRC range
- Hardness at J9 (9/16 inch = 14.3mm): Typically in the 43-45 HRC range
- Hardness at J20 (20/16 inch = 31.8mm): Typically in the 30-32 HRC range
The downward trend of the curve can intuitively reflect the hardenability. From the data, the curve of 4140 drops gently and can still maintain a hardness of 30HRC at 30mm, which shows good hardenability.
Which has Better Hardenability: 1045, 4140, or 4340?
There is no doubt here:Hardenability ranking: 4340 >> 4140 > 1045
- 1045 steel
The hardenability of 1045 steel depends solely on manganese, and it has the worst hardenability among the three.Furthermore, 1045 steel can only be water-quenched to a very shallow depth, resulting in poor core properties and a high risk of deformation and cracking.
1045 steel is suitable for parts with low cost, low stress, small size, or where core properties are not critical.
- 4140 steel
Unlike 1045 steel, 4140 has two more strong hardenability elements, chromium and molybdenum, so it has medium to high hardenability.4140 steel can effectively harden parts with a diameter of 50mm under oil quenching conditions, achieving an excellent balance between performance, cost, and process controllability.
4140 steel is suitable for medium-sized parts requiring good overall strength and toughness at a moderate cost.
- 4340 steel
The addition of nickel elevates the hardenability of 4340 steel to a new level.4340 steel has the highest hardenability among these three steel grades.Under oil quenching conditions, it can harden sections with diameters exceeding 100mm, with extremely uniform hardness distribution and excellent overall mechanical properties.However, it is also the most expensive.
4340 steel is suitable for large, critical components that require high strength, high toughness, and extremely high core performance.
With its Cr-Mn-Mo alloying element ratio, 4140 steel has significantly better hardenability than most materials. 4140 steel strikes an optimal balance between cost, performance, and process feasibility, making it sufficient to meet the requirements of most medium-section engineering parts.
Related Products By FUHONG

3000+ tons Inventory For 4140 Hot Rolled Round Steel Bar

SAE 1045 Steel Bar | AISI 1045 Carbon Steel-ASTM A29

SAE 4340 Steel Bar | AISI 4340 Alloy Steel-ASTM A29

SAE 4140 Steel Bar | AISI 4140 Alloy Steel-ASTM A29

1000+tons Full Size Stock For 4340 Steel Bright Bars

One-Stop Solution For 4140 Steel Bright Bar

AISI 1045 Steel Bar | ASTM 1045 Carbon Steel

AISI 4340 Steel Bar | ASTM 4340 Alloy Steel