With the rapid development of global wind turbine generators, more stringent requirements are being placed on core bearings. 42CrMo4 steel achieves a combination of core strength and surface wear resistance through quenching and tempering followed by surface hardening, meeting the 20+ year design life and complex operating conditions requirements of wind power systems.
So, what are the applications and advantages of 42CrMo4 steel, making it one of the mainstream materials for wind turbine bearings?
42CrMo4 Steel Core Application in Wind Power: Bearings
- Pitch Bearings:This is the core application of 42CrMo4. Each blade root is equipped with a pitch bearing to adjust the blade angle and withstand enormous overturning moments and radial loads. The blades rotate slowly and in a reciprocating oscillation, not continuously.
- Yaw Bearing:Installed at the bottom of the nacelle, responsible for ensuring the entire nacelle is aligned with the wind. Its stress characteristics are almost identical to the pitch bearing: bearing axial load + radial load + overturning moment.
- Main Shaft Bearing:Used to support the main shaft of medium and large wind turbines, transmitting rotor torque to the gearbox/generator. Its excellent performance is attributed to the good hardenability and surface hardening ability of 42CrMo4 steel.
42CrMo4 Steel Heat Treatment for Wind Turbine bearings
42CrMo4 steel is not used casually in wind power.it must be combined with a strict heat treatment process to achieve the ideal state of “strong and tough core + wear-resistant surface”.
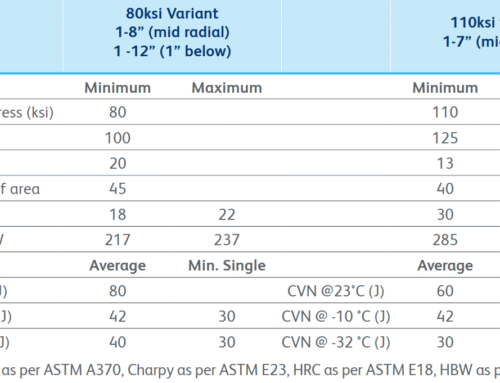
- Quenching (890℃) + High-temperature tempering (590℃): This results in a uniform microstructure (sorbite), balancing core strength and toughness, giving the entire raceway high comprehensive mechanical properties, capable of withstanding the extremely high static loads required by the design.
- Raceway induction hardening: This is the core process.This technique precisely forms a deep hardened layer only on the raceway contact surface (typically requiring 4-7mm or even deeper, with a surface hardness of 55-62HRC), while maintaining good toughness in areas such as the tooth root and flange, preventing overall brittle fracture.
- Low-temperature tempering (180-220℃): Eliminates quenching stress and stabilizes microstructure and dimensions.
Why Use 42CrMo4 Steel for Wind Turbine bearings?
The core advantages of 42CrMo4 steel stem from its excellent hardenability, strength-toughness balance, and reliability under harsh environments, making it an ideal choice for large wind turbine bearings.
- Excellent Hardenability: 42CrMo4 possesses high hardenability, ensuring uniform comprehensive mechanical properties from surface to core for ultra-large cross-section bearings with diameters of 3 to 6 meters. This is the foundation of bearing manufacturing processes.
- Strength-Toughness Balance: A core with excellent toughness is obtained through quenching and high-temperature tempering, effectively absorbing impact loads and preventing overall component fracture. Induction hardening of the raceway area further creates a surface hardness of 55-60 HRC and a hardened layer of considerable depth. This structure allows the surface to resist rolling contact fatigue and wear with high hardness, while the core maintains excellent toughness.
- Fatigue Resistance and Low-Temperature Performance: 42CrMo4 not only possesses excellent fatigue resistance, but more importantly, it maintains good toughness at low temperatures, making it much safer than ordinary carbon steel.
- Overall Cost-Effectiveness: 42CrMo4’s overall performance is significantly superior to ordinary carbon steel, enabling it to withstand more complex loads. Compared to carburized bearing steel, it meets requirements while having lower manufacturing costs, offering excellent cost-effectiveness.
Comparison with Other Materials
- 42CrMo4 vs 52100: 52100 steel has a higher rolling contact fatigue life, but large raceways are prone to cracking and lack toughness after integral quenching. Therefore, for large-size bearing raceways in wind turbines, induction hardening of 42CrMo4 is a more reliable choice.
- 42CrMo4 vs 18CrNiMo7-6:18CrNiMo7-6 has a higher residual compressive stress in its hardened layer and better fatigue resistance, but it has a longer carburizing cycle and higher cost. For some ultra-large megawatt-class or harsh marine operating conditions, main shaft bearings will be upgraded to 18CrNiMo7-6; while in the field of large slewing bearings such as pitch and yaw bearings, 42CrMo4 has achieved a good balance between cost-effectiveness and reliability.
Related 42CrMo4 Steel By FUHONG


3000+ tons Inventory For 4140 Hot Rolled Round Steel Bar

SAE 4140 Steel Bar | AISI 4140 Alloy Steel-ASTM A29

One-Stop Solution For 4140 Steel Bright Bar

SCM440 | SCM430 Alloy Steel-JIS G4105

EN19+QT Steel | 709M40 round steel-BS970 Standard

EN 42CrMo4 Steel |42CrMoS4| DIN1.7225