42CrMo4 steel (corresponding to national standard 42CrMo, American standard 4140) is a medium-carbon alloy structural steel. Due to its high strength, excellent hardenability and good fatigue performance, it is widely used in high-stress working conditions such as heavy-duty gears, transmission shafts, and oil drilling tools.
However, how do we unlock the ultimate performance of 42CrMo4 steel? The answer is precisely controlled heat treatment processes. Next, we will analyze and discuss this topic together.
What is the Core Purpose of Heat Treatment for 42CrMo4 Steel?
As a quenched and tempered steel, the heat treatment of 42CrMo4 steel needs to achieve two main core objectives:
Objective One :Achieving the optimal balance between high strength
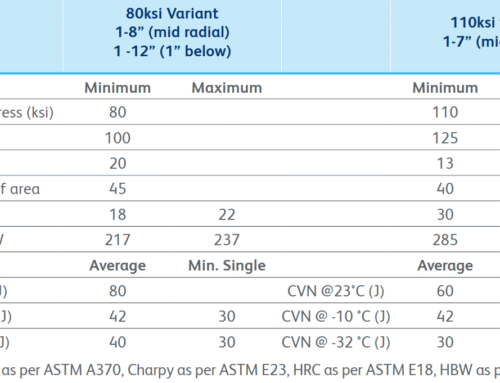
Tensile strength is controllable within the range of 900-1200 MPa by adjusting the tempering temperature, while ensuring impact energy is not less than 40-50 J.
Objective Two :Obtaining a uniform and fine tempered sorbite structure
This avoids coarsening of the original austenite grains, residual coarse carbides, or temper brittleness, ensuring that 42CrMo4 steel has stable fatigue resistance and impact resistance.
How to Unlock the Ultimate Performance of 42CrMo4 Steel?
Unlocking the “ultimate performance” of 42CrMo4 steel hinges on reshaping its internal microstructure through a series of interconnected and meticulous heat treatment processes. This is not a simple matter of temperature or time parameters, but a systematic engineering project.
Step 1: Preparatory heat treatment
Before undergoing critical quenching and tempering, a preliminary heat treatment is typically required for the forged or rolled billet. The core objectives are to refine the grain size, homogenize the microstructure, eliminate internal stress, and improve machinability.
- Normalizing: Commonly used to refine grains, eliminate internal stress, and provide a uniform initial microstructure for subsequent quenching. The process involves heating to 840-880℃ and holding at that temperature, followed by air cooling.
- Annealing: Primarily used to reduce hardness and eliminate internal stress. Full annealing (820-850℃ followed by furnace cooling) or softening annealing (680-720℃ followed by furnace cooling) can be used, achieving a hardness of HB 220-230.
Step 2: Quenching process
The purpose of quenching 42CrMo4 steel is to transform it into a high-hardness martensitic structure.
- Preheating: Preheating is essential. Directly immersing cold material in an 850°C furnace will cause thermal shock and lead to cracking. Preheating to a uniform temperature of 500–600°C is recommended.
- Temperature selection: 830-860℃ (30-50℃ above Ac3), sufficient austenitization but avoid grain coarsening.
- Cooling medium:Oil cooling is typically used, but water cooling can be used for simple, small parts. For complex or large workpieces, water-based polymer (such as PAG) can be used for quenching to achieve a more uniform cooling effect and effectively control cracking.
The hardness of 42CrMo4 steel after quenching can reach 50–55 HRC. However, the martensitic structure obtained at this time is brittle and must be tempered immediately to relieve stress and adjust toughness.
Step 3:Tempering process
Tempering temperature is the core of performance control, as it determines the final balance between the material’s strength and toughness.
- High-temperature tempering (500–650℃): Obtains tempered martensite structure, achieving the optimal balance of strength and toughness; hardness range 28–36 HRC.
- Low-temperature tempering (150–250℃): Primarily relieves quenching stress, maintaining high hardness (48–52 HRC); suitable for wear-resistant parts.
- Medium-temperature tempering (350–500℃): Used for parts requiring a certain degree of elasticity; hardness range 40–48 HRC.
Secondary tempering: for large-section or high residual stress parts, further stabilize the organization.
Step 4:Surface strengthening process
Surface strengthening can significantly improve surface properties while maintaining core toughness, serving as a key supplement to unlocking the ultimate performance of 42CrMo4 steel.
- Nitriding: 42CrMo4 has a surface hardness of HV1000+, and its wear resistance is improved by 3 times, making it suitable for valve stems, bearings, and precision gears.
- Induction quenching: 42CrMo4 has a surface hardness of 50~55 HRC and a hardened layer of 3~5mm, making it suitable for shafts, gears, and camshafts.
The final properties of 42CrMo4 steel are not “inherent” but are improved through meticulous heat treatment, making it an ideal choice for manufacturing high-strength and high-toughness key components.
Related 42CrMo4 Steel Product By FUHONG

3000+ tons Inventory For 4140 Hot Rolled Round Steel Bar

SAE 4140 Steel Bar | AISI 4140 Alloy Steel-ASTM A29

One-Stop Solution For 4140 Steel Bright Bar

SCM440 | SCM430 Alloy Steel-JIS G4105

EN19+QT Steel | 709M40 round steel-BS970 Standard

EN 42CrMo4 Steel |42CrMoS4| DIN1.7225