In the modern industrial field, 4340 steel is widely used in high-end manufacturing industries such as aerospace, national defense, and heavy machinery due to its excellent comprehensive mechanical properties. However, with the rapid development of industrial technology, the performance requirements for 4340 steel have become increasingly stringent.
Through scientific and reasonable heat treatment, we can make 4340 steel harder, tougher, and more durable. Below, we’ll discuss how to optimize its heat treatment process step by step.
4340 Steel:Pretreatment Optimization
Why does 4340 steel require pre-heat treatment?
Simply put, this step is like laying the foundation for a house. Pre-heat treatment of 4340 steel helps eliminate structural defects, improves machinability, and lays a solid foundation for its final properties.
While the final properties of 4340 steel (high strength, high toughness) are determined by the final quenching and tempering, the quality of the pre-heat treatment directly affects the final result.
4340 steel:Common pre-heat treatment processes
| Typical Process | Description | Main purpose |
| Normalizing | 870-900°C,air cooling | Refined grains,Uniform microstructure |
| Homogenization annealing | 1150~1200℃ | Uniform structure, Eliminate segregation |
| Full annealing | 800-860°C,furnace cooling | Eliminate internal stress,Reduce hardness |
| Isothermal annealing | 830℃→730℃ Isothermal | Achieve stable structure and hardness |
| Stress-relief annealing | 550-650°C | Eliminate processing stress |
How to Make 4340 Steel Harder?
The key to making 4340 steel hard is the quenching process.A proper quenching process adjustments can further optimize the properties of 4340 steel.
4340 Steel:Quenching Process Adjustment
- Temperature control: The recommended austenitizing temperature is 830-860°C (to avoid overheating and coarse grains), and the holding time is calculated according to the workpiece thickness of 1.5-2 minutes/mm.
- Cooling medium selection: Rapid oil quenching (such as Gulf Oil, etc.) is preferred, and polymer aqueous solution (such as 10% PAG) can be used for complex parts to reduce the risk of deformation and cracking. Extra large sections may require water quenching (the cooling rate needs to be strictly monitored).
- Segmented quenching: Rapid cooling in the high temperature zone (about 400°C) and slow cooling in the low temperature zone (such as transferring to hot oil or air) to reduce thermal stress.
How to Balance the Hardness and Toughness of 4340 Steel?
The key to balancing the hardness and toughness of 4340 steel is the choice of tempering process.A proper tempering strategy for 4340 steel can optimize its properties.
Select Tempering Temperature Based on Requirements
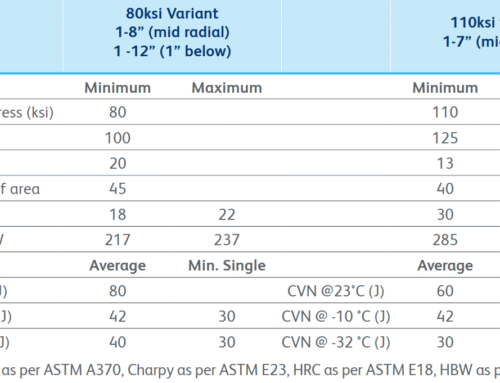
- For Ultra-High Hardness and Strength: Low-temperature tempering at 200-300℃ achieves a finished hardness of HRC50-55 for 4340 steel, providing sufficient hardness but relatively weak toughness.
- For Balanced Performance: High-temperature tempering at 450-650℃ maintains the hardness of 4340 steel at HRC30-40, significantly improving toughness and resulting in more balanced overall performance.
4340 Steel Tempering time Control
For every 25 mm increase in workpiece thickness, the holding time is increased by 1 hour to ensure that the internal structure of 4340 steel is fully transformed.
Avoid 4340 Steel Tempering Brittleness
To avoid temper brittleness in 4340 steel, rapid oil cooling can be performed when the temperature approaches 375℃. Molybdenum can also be added to the 4340 steel to suppress brittleness. For workpieces requiring high precision, secondary tempering can be used to completely release internal residual stress.
How to Make 4340 Steel More Wear-resistant?
To make 4340 steel harder and more wear-resistant, surface strengthening technology can be used to improve its wear resistance and fatigue performance.
- Nitriding/nitrocarburizing: Surface nitriding at 500-550°C, hardness reaches HV 1000 or above, and wear resistance is improved.
- Induction hardening: High-frequency heating and quenching of local areas to achieve surface hardening (depth 0.5-2mm), and the core maintains toughness.
The strength and toughness balance, fatigue life and dimensional stability of 4340 steel are significantly optimized by adjusting the heat treatment process, meeting the application requirements of high-end industries.
Related 4340 Steel Products By FUHONG STEEL

SAE 4340 Steel Bar | AISI 4340 Alloy Steel-ASTM A29

34CrNiMo6 Steel Round Bars With Full Size In Stock

1000+tons Full Size Stock For 4340 Steel Bright Bars

34CrNiMo6 Steel Bar | DIN 1.6582 Alloy Steel