4140 Steel Material Properties Match The Requirements of Christmas Trees
The Christmas tree equipment is the core control device of the oil and gas wellhead, which is subjected to high pressure (up to 100 MPa), corrosive media (such as hydrogen sulfide, carbon dioxide, salt water) and alternating loads for a long time.
As a medium-carbon low-alloy steel (AISI 4140/SAE 4140), the characteristics of 4140 steel perfectly meet the stringent requirements of Christmas tree equipment:
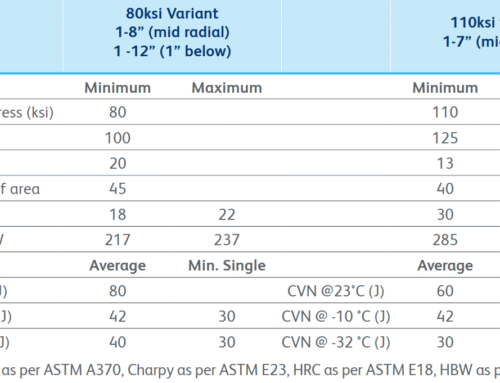
- High strength and toughness: Tensile strength can reach more than 850 MPa (through quenching and tempering treatment), yield strength ≥415 MPa, can withstand wellhead high pressure and impact load.
- Corrosion resistance: Chromium content (0.8-1.1%) provides basic corrosion resistance, and surface treatment (such as nickel plating, phosphating) can further resist H₂S and CO₂ corrosion.
- Wear resistance: Suitable for frequent friction parts such as valve seats and throttle valves.
- Processing performance: The performance can be optimized through heat treatment (quenching + tempering), and the dimensional stability is good after machining.
Application & Technical Details of 4140 Steel For Key Components of Christmas Trees
(1) Valve body and valve cover
- Function: Control oil and gas flow, seal pressure.
- Reasons for material selection:
– After quenching and tempering, the hardness reaches HRC 28-32, with excellent deformation resistance and can withstand 70-100 MPa high pressure.
– Molybdenum element (0.15-0.25%) improves high temperature strength (working temperature can reach 200℃). - Case: API 6A standard Christmas tree valve body often uses 4140 steel forgings, which must meet the NACE MR0175 hydrogen sulfide stress corrosion resistance requirements.
(2) Tubing hanger and casing hanger
- Function: hang tubing and casing, bear the weight of the wellbore (up to hundreds of tons).
- Design points:
– Use 4140 steel forgings to avoid casting defects and ensure structural integrity.
– After quenching and tempering, the yield strength is ≥600 MPa to prevent creep deformation. - Surface treatment: Nitriding treatment (surface hardness ≥HRC 60) improves wear resistance and extends service life.
(3) Flange and connectors
- Function: Connect wellhead devices to ensure sealing.
- Process requirements:
– Normalizing + tempering of 4140 steel after forging to ensure uniform microstructure (tempered troostite).
– Flange bolt holes need to be precisely machined (tolerance ±0.02 mm) to avoid stress concentration. - Fatigue resistance: The fatigue limit of 4140 steel reaches 300 MPa (10⁷ cycles), which is suitable for alternating loads.
(4) Throttle and control valves
- Challenge: High-speed fluid (containing sand particles) causes erosion wear.
- Solution:
– The valve core is made of 4140 steel surface welded with Stellite 6 alloy (hardness HRC 55-60).
– The base material maintains high toughness to prevent brittle fracture.
Key Technologies For Processing & Heat Treatment
(1) Heat treatment process
- Quenching and tempering treatment:
– Quenching (850-870℃ oil cooling) → tempering (550-650℃ air cooling).
– Target: tensile strength 850-1000 MPa, impact energy ≥40 J (-20℃ low temperature toughness). - Local hardening: Induction quenching is used for high wear-resistant parts such as valve stems (surface hardness HRC 50-55).
(2) Welding process
- Difficulty: High carbon equivalent (Ceq≈0.7), prone to cold cracks.
- Solution:
– Preheating (200-300℃) + low-hydrogen welding rod (such as E8018-B2).
– Immediate dehydrogenation treatment after welding (300-350℃ insulation for 2 hours). - Case: The welding of the Christmas tree valve body must comply with the ASME IX standard, and the weld UT/MT inspection pass rate must be ≥99.5%.
(3) Machining optimization
- Tool selection: Carbide coated tools (TiAlN coating), cutting speed 60-80 m/min.
- Coolant: Water-based emulsion to prevent material softening caused by cutting heat.
- Case: Valve body thread processing (API 6A standard) requires a dedicated CNC lathe, with a pitch error of ≤0.01 mm.
Practical Engineering Challenges & Solutions For 4140 Steel
Hydrogen Sulfide Corrosion:
- Problem: Sulfide stress cracking (SSC) is prone to occur in H₂S environment.
- Countermeasures:
– Control hardness ≤HRC 22 (NACE MR0175 standard).
– Add copper element (Cu≤0.35%) to improve corrosion resistance.
High-pressure seal failure:
- Problem: Micro deformation of flange sealing surface leads to leakage.
- Countermeasures:
– Carburizing treatment of 4140 steel (surface carbon content 0.8%) is used to improve the ability to resist crushing.
– Sealing surface Ra≤0.8 μm, reducing friction coefficient.
Low-temperature environment application:
- Problem: Toughness decreases in -40℃ environment.
- Countermeasures:
– Optimize tempering process (tempering at 620℃, impact energy increased by 30%).
– Add nickel element (customized grade 4140Ni, Ni content 1.5-2.0%).
Comparison With Other Materials
| Materials | Tensile strength (MPa) | H₂S corrosion resistance | Cost (relative to 4140) | Applicable scenarios |
| 4140 steel | 850-1000 | Medium | 1.0x | High-pressure valve body, tubing hanger |
| 17-4PH stainless steel | 1100-1300 | High | 3.0x | Highly corrosive environment |
| Duplex steel 2205 | 620-750 | Very high | 4.5x | Deep-sea wellhead containing CO₂/H₂S |
| Inconel 718 | 1350-1450 | Very high | 10.0x | Ultra-high temperature (>300℃) wellhead |
Summary
4140 steel occupies an irreplaceable position in Christmas tree equipment due to its high strength, tunable quality and economy. Through precise heat treatment, surface strengthening and welding process control, the service life of equipment in high pressure and corrosive environment can be significantly improved. In the future, combined with new material technology and intelligent manufacturing, the application of 4140 steel will further optimize the efficiency and safety of oil and gas production.