H13 (ASTM A681) and 1.2344 (DIN 17350) both belong to the Cr-Mo-V series of hot work tool steels.Although H13 and 1.2344 are often considered equivalent, they differ in composition, properties, and applications.
Chemical Composition:H13 vs 1.2344
| Grade | C | Si | Mn | Cr | Mo | V |
| H13 | 0.32–0.45 | 0.80–1.20 | 0.20–0.50 | 4.75–5.50 | 1.10–1.75 | 0.80–1.20 |
| 1.2344 | 0.37-0.42 | 0.9-1.2 | 0.3-0.5 | 4.8-5.5 | 1.2-1.5 | 0.90–1.10 |
What are the main differences in the chemical composition of H13 and 1.2344 steel?
First, compared to H13, 1.2344 steel has a narrower carbon content range, which is beneficial for the stability of toughness and hardness.
Secondly, why does 1.2344 steel have better high-temperature stability? The reason is that the molybdenum and vanadium content in 1.2344 steel is precisely controlled within a narrow range, and its content is slightly higher than that of H13. Therefore, it maintains slightly better hardness at 600℃ than H13, exhibiting better red hardness.
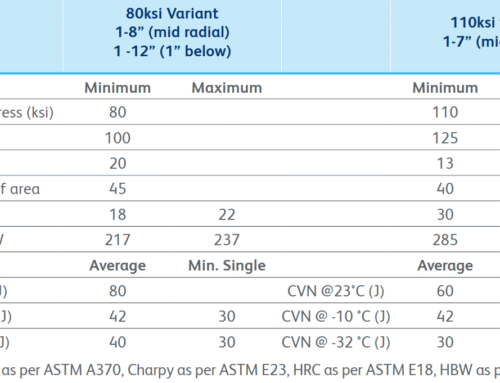
Performance:H13 vs 1.2344
As we have seen above, although they are internationally equivalent steel grades, there are still some differences in their composition, which will inevitably affect their performance.
Red Hardness-High Temperature Hardness
Both H13 and 1.2344 have an upper operating temperature limit of around 600°C. At 600°C, the hardness of H13 steel decreases significantly, while that of 1.2344 steel decreases relatively slowly.
1.2344 steel has fewer impurities, and with the optimization of molybdenum and vanadium, its high-temperature tempering stability is about 30-50℃ higher than that of H13. Therefore, 1.2344 steel has better resistance to high-temperature tempering softening.
Thermal Fatigue Resistance
Inclusions in H13 steel are the initiation source of thermal fatigue cracks. Under rapid cooling and heating cycles, the crack propagation rate is relatively fast, while the extremely high purity of 1.2344 steel significantly delays crack initiation.
Therefore, under the same working conditions, the mold life of 1.2344 can be increased by about 30%, and its resistance to thermal fatigue is superior to that of H13 steel.
Impact Toughness
At the same hardness (48-52 HRC), 1.2344 steel has higher purity and more uniform carbides, resulting in impact toughness 30%~50% higher than H13 steel.This means that 1.2344 steel is more resistant to cracking and less prone to chipping during die casting and hot forging.
Wear Resistance
Wear resistance mainly depends on the quantity and size of carbides in the matrix. H13 and 1.2344 have basically the same composition, and there is not much difference in their wear resistance.
However, the carbides in 1.2344 are more uniformly distributed and finer, resulting in more uniform micro-wear. Therefore, its actual service life is usually 15%-20% longer than that of H13 steel.
Heat Treatment:H13 vs 1.2344
As equivalent steel grades, H13 and 1.2344 share essentially the same heat treatment process, with minimal differences in core parameters.However, due to stricter composition control, 1.2344 exhibits smaller fluctuations in tempering hardness, resulting in superior overall stability compared to H13 steel.
- Annealing: 780-820℃, Hardness≤220HBW
- Quenching: 1020-1050℃, oil cooling/air cooling
- Tempering: 540-650℃, 2~3 tempering cycles
- Final hardness:48-52HRC
Typical Application:H13 vs 1.2344
The applications of H13 and 1.2344 completely overlap. The main difference is that 1.2344 is preferred for applications with high lifespan requirements and severe thermal fatigue.
| Application Fields | H13 Typical Application | 1.2344 Typical Application |
| Die-casting mold | Aluminum alloy/magnesium alloy die-casting (mainstream) | High-stress copper alloy/zinc alloy die-casting |
| Hot extrusion mold | Aluminum profiles, medium and low stress extrusion molds | Titanium alloy/stainless steel high-temperature extrusion molds (better life) |
| Forging mold | Small and medium-sized forging molds, hammer forging molds | Heavy forging molds |
| Plastic mold | High-gloss surface injection mold | Very few (high cost, redundant performance) |
How to Choose? H13 or 1.2344?
Both H13 and 1.2344 are benchmarks for hot work tool steels, but 1.2344, through stricter composition control, is significantly superior to H13 in terms of high-temperature stability and resistance to thermal fatigue, making it suitable for extreme working conditions; while H13, with its mature supply chain and cost advantages, remains the preferred choice for aluminum alloy die casting and general hot work dies.
In principle, H13 and 1.2344 can be substituted for each other, provided that the application requirements are met.
For general-purpose, small-batch molds and hot-working parts subject to minimal impact: H13 steel is the preferred choice.
For high lifespan requirements, large cross-sections, and applications requiring rapid heating and cooling: 1.2344 or equivalent quality H13 ESR is recommended.
Related H13 & 1.2344 Steel Products By FUHONG
DIN 1.2343 Steel | H11 Hot Work Tool Steel
1.2344 Tool Steel | X40CrMoV5-1-DIN 17350

H13 Hot Work Steel | H13 ESR Quality Assurance

AISI H11 Tool Steel | DIN1.2343 | SKD6