Die forging and free forging are two main forging processes for metal plastic forming. They have significant differences in forming methods, process characteristics, and applications.
So, what exactly are the differences between these two processes for 4140 steel?Let’s take a look.
Differences:Technical Principle & Process Flow
4140 Steel Die Forging:The heated 4140 billet is placed into a pre-designed mold cavity, and external force is applied by a press or forging hammer to make the 4140 billet fill the mold cavity and form the shape.
Process Flow:Blanking → Heating → Pre-forging → Final forging → Trimming → Heat treatment → Finishing
4140 Steel Free Foring(Open Die Forging):Without the use of a closed mold, 4140 steel undergoes partial or complete plastic deformation under the impact or pressure of a forging hammer or press.
Process Flow:Blanking → Heating → Drawing/Upsetting/Punching/Bending → Correction → Heat Treatment → Rough Machining
4140 Steel Forging Process:Die Forging vs Free Forging
| Die forging | Free forging | |
| Forming method | Metal is formed under high pressure in a closed die, and the shape is controlled by the die | Metal is freely deformed by hammering or pressure, relying on operating technology |
| Precision control | High precision, small dimensional tolerance | Low precision, large margin |
| Material flow line | Continuously distributed along the contour of the part, optimized mechanical properties | Uneven flow line distribution, may be anisotropic |
| Applicable batch | Mass production | Small batch or single piece production |
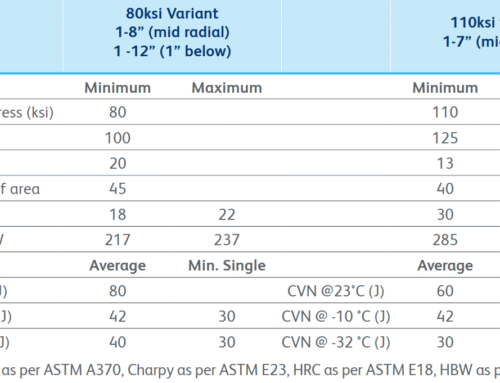
4140 Steel Performance & Organization:Die Forging vs Free Forging
Compared to the microstructure of 4140 steel after free forging, the microstructure of 4140 steel after die forging is more uniform and denser.
After die forging, the metal flow lines of 4140 steel are distributed along the direction of stress, resulting in excellent mechanical properties, especially significantly improved fatigue strength.
In contrast, 4140 steel after free forging exhibits uneven deformation and inconsistent properties, with transverse mechanical properties being weaker than longitudinal properties.
How to Choose 4140 Steel Die Forging and 4140 Steel Free Forging?
Prefer die forging: For large batches and where consistent performance and dimensions are crucial, die forging of 4140 steel offers superior overall performance.
Choose free forging: Suitable for single-piece/small-batch, large/heavy parts where performance deficiencies need to be compensated for through optimized forging processes (e.g., multi-directional forging).
Interactive topic: 4140 die forging and 4140 free forging, which one would you choose? Welcome to discuss with us
Related 4140 Steel Product By FUHONG

3000+ tons Inventory For 4140 Hot Rolled Round Steel Bar

SAE 4140 Steel Bar | AISI 4140 Alloy Steel-ASTM A29

One-Stop Solution For 4140 Steel Bright Bar