1. Material Properties Match Industry Needs
4340 (AISI 4340/SAE 4340) is a high-strength medium-carbon low-alloy steel containing elements such as nickel (Ni), chromium (Cr), and molybdenum (Mo), with excellent comprehensive mechanical properties. Its characteristics are highly compatible with the harsh working conditions of the oil and gas industry:
- Chemical composition (typical values):
– Carbon (C): 0.38-0.43%
– Chromium (Cr): 0.70-0.90%
– Nickel (Ni): 1.65-2.00%
– Molybdenum (Mo): 0.20-0.30%
– Manganese (Mn): 0.60-0.80% - Mechanical properties (after quenching and tempering):
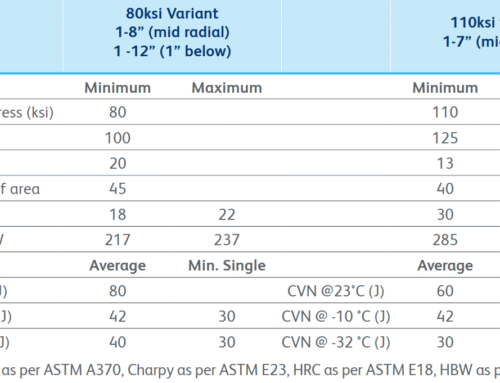
– Tensile strength: ≥930 MPa
– Yield strength: ≥785 MPa
– Elongation: ≥12%
– Impact energy (-40℃): ≥25 J
– Hardness: 28-32 HRC
Core industry requirements:
- High-pressure environment (wellhead pressure can reach more than 100 MPa)
- Corrosive media (H₂S, CO₂, brine)
- Alternating loads and impacts (drilling vibration, deep sea fluctuations)
- Low temperature/high temperature service (polar drilling, high temperature wellhead)
2. Application & Technical Details of Key Components
(1) Drilling tools and downhole tools
Drill pipe joint:
- Function: connect drill pipe, transmit torque and axial force.
- Reasons for material selection:
– After quenching and tempering, the tensile strength of 4340 steel reaches 1000-1200 MPa, which meets the high strength requirements.
– The nickel content improves low-temperature toughness (-40℃ impact energy ≥25 J), which is suitable for polar drilling. - Process:
– Induction hardening (surface hardness HRC 55-60) + low-temperature tempering, wear resistance is improved by 50%.
– Thread processing accuracy reaches API 7-1 standard (pitch error ≤0.03 mm).
Jars and shock absorbers:
- Challenge: high-frequency impact load leads to fatigue failure.
- Countermeasures:
– 4340 steel is smelted by vacuum degassing (inclusion rating ≤1.5 level), and fatigue life is increased by 40%.
– Surface shot peening (residual compressive stress -600 MPa) to inhibit crack initiation.
(2) Wellhead and Christmas tree equipment
Valve body and valve stem:
- Function: control high-pressure oil and gas flow and seal wellhead pressure.
- Design requirements:
– Quenching and tempering treatment (850℃ quenching + 550℃ tempering), yield strength ≥800 MPa.
– Surface nickel plating (thickness 30-50 μm), H₂S corrosion resistance (in accordance with NACE MR0175 standard). - Case: API 6A Christmas tree valve body, working pressure 138 MPa, life >15 years.
Blowout preventer (BOP) key components:
- Function: emergency wellhead closure to prevent blowout.
- Reasons for material selection:
– The high toughness of 4340 steel (KIC ≥100 MPa√m) can withstand instantaneous high-pressure shock.
– Improve purity (oxygen content ≤15 ppm) through electroslag remelting (ESR) process. - Process:
– Integral forging (forging ratio ≥4:1) to eliminate internal defects.
– Cryogenic treatment (-80℃×8h) to stabilize dimensions (deformation ≤0.01%).
(3) Offshore platforms and subsea equipment
Tensioner pulley shaft:
- Function: To withstand the dynamic tension of deep-sea drilling cables (load > 500 tons).
- Design highlights:
– 4340 steel is isothermally quenched (bainite structure), with a tensile strength of 1100 MPa and an elongation of ≥15%.
– Surface laser cladding of Inconel 625 alloy (thickness 1.5 mm) is resistant to seawater corrosion.
Subsea Christmas tree connector:
- Challenge: Deep sea high pressure (30 MPa) and low temperature (4℃) environment.
- Solution:
– Add trace amount of boron (B≤0.005%) to 4340 steel to improve hardenability (critical diameter ≥100 mm).
– Multi-directional die forging process, isotropic performance difference ≤5%.
3. Key Technologies of Processing & Heat Treatment
(1) Heat treatment process
- Quenching and tempering treatment:
– Quenching (830-850℃ oil cooling) → tempering (540-660℃), obtain tempered troostite + bainite mixed structure.
– Tensile strength: 930-1080 MPa, impact energy ≥40 J (room temperature). - Local strengthening:
– Induction quenching (frequency 10-50 kHz): surface hardness HRC 58-62, hardened layer depth 2-4 mm.
– Nitrocarburizing (570℃×6h): surface hardness HV 800, corrosion resistance increased by 3 times.
(2) Welding process
- Difficulty: High carbon equivalent (Ceq≈0.8) leads to high cold crack sensitivity.
- Solution:
– Preheating (200-250℃) + post-heating (300-350℃×2h), using low-hydrogen electrodes (such as E11018-G).
– Narrow gap TIG welding (groove angle <10°), heat input reduced by 30%, HAZ hardness ≤35 HRC. - Case: Submarine pipeline flange welding, UT/RT inspection pass rate ≥99.9%.
(3) Machining optimization
- Tool selection:
– Rough machining: coated carbide tools (TiCN/Al₂O₃), cutting speed 80-100 m/min.
– Finishing: CBN tools (cutting speed 150-200 m/min), surface roughness Ra≤0.4 μm. - Cooling strategy:
– High-pressure internal cooling (pressure 70 bar) reduces cutting temperature and avoids material softening.
– Minimal quantity lubrication (MQL) reduces tool wear and extends tool life by 30%.
4. Engineering Challenges & Innovative Solutions
Hydrogen Sulfide Stress Corrosion (SSC):
- Problem: Brittle fracture is prone to occur in H₂S environment.
- Countermeasures:
– Control hardness ≤22 HRC (NACE MR0175 standard), through two-stage tempering (620℃+550℃).
– Add copper (Cu 0.2-0.5%) and rare earth elements (Ce/La) to refine grain boundaries and inhibit crack propagation.
Deep-sea high-pressure seal failure:
- Problem: Micro-deformation of the sealing surface leads to leakage.
- Countermeasures:
– Laser quenching of 4340 steel surface (hardness gradient 0.1 mm/HRC), the crush resistance is improved by 50%.
– Use ultra-fine grinding (Ra≤0.1 μm) + diamond-like coating (DLC), the friction coefficient is reduced to 0.05.
High-temperature creep:
- Problem: Creep deformation under long-term service at high-temperature wellhead (200-300℃).
- Countermeasures:
– Optimize the tempering process (600℃×4h), precipitate M₂C carbides, and reduce the creep rate by 60%.
– Add vanadium (V 0.05-0.15%) to form stable carbides and improve high temperature strength.
5. Comparison With Other Materials
| Materials | Tensile strength (MPa) | Low temperature toughness (-40℃ impact energy) | H₂S corrosion resistance | Cost (relative to 34CrNiMo6) | Applicable scenarios |
| 4340 Steel | 930-1080 | ≥25 J | Medium | 1.0x | Drill pipe joints, blowout preventers |
| 4140 Steel | 850-1000 | ≥20 J | Medium | 0.8x | Christmas tree valve body, flange |
| 17-4PH stainless steel | 1100-1300 | ≥15 J | High | 3.0x | Highly corrosive valves |
| 300M ultra-high strength steel | 1900-2100 | ≥10 J | Low | 5.0x | Aviation landing gear (non-petroleum) |
6. Future Development Trends
- Material genome technology: Optimize the composition of 4340 steel through computational simulation (such as fine-tuning the Ni/Mo ratio) and develop customized grades.
- Composite manufacturing technology: Use laser additive manufacturing (LMD) to repair damaged drilling tools, and the performance of the repaired area reaches more than 90% of the matrix.
- Intelligent monitoring: Implant fiber Bragg grating (FBG) sensors to monitor stress/corrosion status in real time and achieve predictive maintenance.
Summary
4340 steel occupies a core position in the fields of high-pressure drilling tools, wellhead equipment, deep-sea equipment, etc. in the oil and gas industry due to its high strength, excellent toughness and tunable properties. Through precision heat treatment, surface strengthening and advanced welding processes, its reliability and life under extreme working conditions can be significantly improved.
In the future, combined with new material design and digital manufacturing technology, 4340 steel will further promote the development of oil and gas equipment towards high efficiency, intelligence and long life.