In mining machinery, ship propulsion systems, heavy truck transmissions and other scenarios, every meshing of heavy-duty gears is like a “dance of steel” – it must withstand thousands of Nm of torque impact and resist long-term erosion from fatigue and wear. 42CrMo4 steel (equivalent to national standard 42CrMo and American standard 4140) has become the “ace material” for global heavy-duty gear manufacturing due to its unique composition design and performance balance. This article deeply interprets its key parameters and technical logic for dominating the field of heavy-duty gears from material science, heat treatment process to failure case analysis.
1. The Precise Matching of the “Life and Death Index” of Heavy-duty Gears and 42CrMo4
1.1. Four core challenges of heavy-duty gears
- Contact fatigue limit: Tooth contact stress often exceeds 1500 MPa, and pitting and spalling must be resisted;
- Bending fatigue strength: Tooth roots are subjected to alternating bending stress, and fatigue life must be ≥1×10⁷ cycles;
- Impact toughness: The instantaneous impact load of mining machinery starting and stopping can reach 300% of the rated load;
- Dimensional stability: The quenching deformation of large gears with a modulus ≥20 mm must be ≤0.1 mm/m.
1.2. The “performance code” of 42CrMo4 steel
- Composition design (typical value):
– C 0.38-0.45%: ensure matrix strength and hardenability;
– Cr 0.9-1.2%: improve hardenability and suppress temper brittleness;
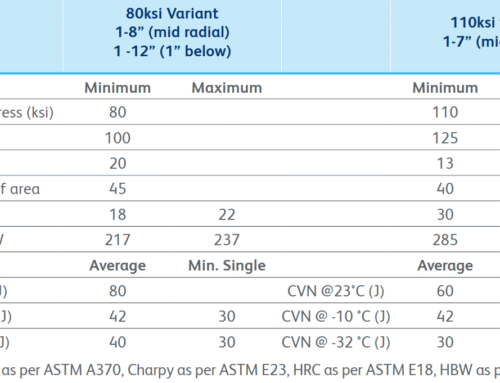
– Mo 0.15-0.30%: refine grains, improve high temperature strength and creep resistance. - Key mechanical parameters (quenched and tempered):
– Tensile strength: 980-1200 MPa;
– Yield strength: ≥785 MPa;
– Impact toughness (-20℃): ≥40 J/cm²;
– Sectional shrinkage: ≥45%.
Comparative advantage: Compared with 40CrNiMo, the hardenability of 42CrMo4 (J9=25-35 HRC) is more suitable for gears with a modulus of 15-50 mm, and the cost is reduced by 25%-30%.
2. In-depth Analysis of Key Parameters: the Leap From Laboratory to Gearbox
2.1. Hardenability: the “lifeline” of large modulus gears
- Jominy end quenching curve: the hardness of 42CrMo4 at 9 mm from the end face is still ≥45 HRC, ensuring that the hardness of the core of the 30 mm modulus gear is ≥38 HRC;
Case: After a certain marine reduction gearbox gear (modulus 25 mm) uses 42CrMo4, the tooth root bending fatigue strength is increased from 320 MPa to 480 MPa (ISO 6336 standard).
2.2. Balance of strength and toughness: “exquisite regulation” of microstructure
- Ideal organizational structure:
– Tempered troostite (≥90%): provides high strength and toughness;
– Retained austenite (≤5%): inhibits crack propagation;
– Carbide (size ≤1 μm): uniformly distributed strengthening phase. - Process window:
– Quenching temperature: 850±10℃ (avoid undissolved carbides or grain coarsening);
– Tempering temperature: 550-600℃ (balance hardness and toughness).
Failure warning: Due to insufficient tempering (480℃), the impact energy of a mining gear was only 28 J, resulting in tooth fracture during operation, with direct losses exceeding 2 million yuan.
3. Process Innovation: Unlocking the Ultimate Performance of 42CrMo4 Gears
3.1. Composite heat treatment process
- Carburizing + quenching and tempering composite process:
– Surface carburizing (0.8-1.2 mm layer depth, hardness 58-62 HRC) → pitting resistance;
– Core quenching and tempering (hardness 30-35 HRC) → impact resistance;
Advantage: contact fatigue life is 3-5 times higher than that of a single quenching and tempering process.
3.2. Precision deformation control technology
- Precooling quenching: After the gear is heated, it is precooled to 780℃ and then oil quenched, and the deformation is reduced by 40%;
- Mold quenching: a special fixture is used to constrain the tooth shape, and the tooth direction error is ≤0.02 mm.
Industry breakthrough: a certain company has reduced the distortion rate of 42CrMo4 gears from 1.2% to 0.3% through “vacuum carburizing + high-pressure gas quenching”, achieving DIN 6 level accuracy.
3.3. Surface strengthening “combination punch”
- Shot peening: Surface residual compressive stress reaches -800 MPa, fatigue limit increased by 30%;
- Ion sulfurization: Friction coefficient reduced to 0.05-0.08, suitable for high-speed and heavy-load conditions.
4. Failure Case Analysis: From Lessons to Technology Upgrade
Case background: A cement mill reduction gear (module 28 mm) broke after running for 8,000 hours.
Failure analysis:
– Chemical composition: low Mo content (0.12%), insufficient hardenability;
– Metallographic detection: network ferrite exists in the core (quenching cooling speed is too slow);
– Fracture characteristics: fatigue cracks originate from the root machining marks (Ra>3.2 μm).
Improvement plan:
1. Composition optimization: Mo content increased to 0.25%, hardenability J15≥30 HRC;
2. Process upgrade: use PAG quenching liquid (cooling speed is 20% faster than oil);
3. Tooth root fine grinding: surface roughness Ra≤0.8 μm, stress concentration factor reduced by 60%.
Results: After improvement, the gear life exceeded 30,000 hours, reaching the level of international first-line brands.
5. Future Trends: Integration of Intelligence and Green Manufacturing
1. Digital twin technology:
– Gear contact fatigue simulation based on ANSYS, predicted life error <10%;
2. Low-carbon heat treatment:
– Using nitrogen-methanol atmosphere protection quenching, carbon emissions are reduced by 50% compared with traditional processes;
3. Remanufacturing technology:
– Laser cladding repairs worn tooth surfaces, and material utilization is increased by 70%.
Summary
The dominance of 42CrMo4 steel in the field of heavy-duty gears stems from its perfect solution to the “strength-toughness-cost” triangular paradox. From the precise control of hardenability parameters to the innovative combination of surface strengthening processes, every detail demonstrates the deep integration of material science and engineering wisdom. Facing the challenges of future 20MW wind power gearboxes and 10,000-ton mining truck transmission systems, 42CrMo4 steel will continue to evolve and become the steel backbone of heavy-duty equipment to the limit.