In the field of industrial manufacturing, the choice of materials is often directly related to product quality and production efficiency. Among them, 4140 steel is favored for its excellent comprehensive performance. 4140 rolling and 4140 forging processes have their own advantages in different application scenarios. From aerospace precision parts to automotive key parts manufacturing, how to choose between the two has become a key issue faced by many engineers and manufacturers.
Today, we will analyze in depth from multiple dimensions to help you clear the fog and clearly grasp the choice of 4140 rolling and 4140 forging. The following is a systematic and technical detailed analysis of the selection of rolled 4140 steel and forged 4140 steel, covering material science, process differences, application trade-offs and practical decision-making recommendations:
1. Material Science & Microstructure Differences For 414o Steel
1.1 Rolling (hot rolling/cold rolling) process
Grain morphology:
- Hot rolling (temperature above the recrystallization temperature): The grains are elongated along the rolling direction to form a fibrous structure, resulting in slight anisotropy (high longitudinal strength and low transverse toughness).
- Cold rolling (room temperature or low temperature): The grains are further refined, but the dislocation density increases, the residual stress is high, and annealing is required to eliminate it.
Defect control:
- Hot rolling can eliminate casting pores and shrinkage, but if the rolling ratio is insufficient (such as low compression rate), banded segregation may remain.
- Cold rolling is easy to introduce surface microcracks and requires strict inspection.
1.2 Forging process
Dynamic recrystallization:
- High pressure deformation during forging (usually above the recrystallization temperature) promotes dynamic recrystallization, forms fine equiaxed grains, and significantly improves toughness (especially low-temperature impact energy).
- Forging ratio (deformation): When the forging ratio is ≥3, the material density is close to the theoretical value, and the lateral performance is close to the longitudinal performance.
Streamline distribution:
- The metal flow direction is consistent with the force direction of the parts, avoiding the “lateral weak surface” problem of rolling. For example, the streamline at the root of the gear tooth is continuous, and the fatigue life is increased by more than 30%.
2. Comparison of Key Process Parameters For 4140 Steel
| Parameters | 4140 Rolled steel | 4140 Forged steel |
| Processing temperature | Hot rolling: 900-1200°C; Cold rolling: room temperature | Initial forging: 1100-1200°C; Final forging: ≥850°C |
| Deformation rate | High (continuous roll extrusion) | Medium-low (progressive deformation by hammering or press) |
| Grain size (ASTM) | Hot rolling: Grade 5-7; Cold rolling: Grade 8-10 | Grade 8-12 (ultrafine grain) |
| Residual stress | Higher after cold rolling, annealing required | Controllable, adjusted by final forging temperature |
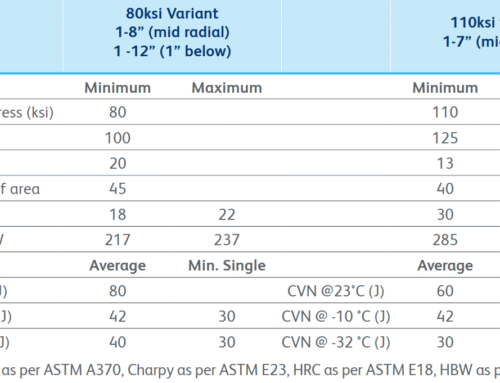
3. Comparison of Mechanical Properties Data (after heat treatment: quenching + tempering to HRC 28-32)
| Performance | 4140 Rolled steel | 4140 Forged steel |
| Tensile strength (MPa) | 850-1000 | 950-1100 |
| Yield strength (MPa) | 650-800 | 750-900 |
| Elongation (%) | 12-18 | 15-22 |
| Impact energy (-40°C, J) | 20-30 | 35-50 |
| Fatigue limit (MPa) | 400-450 | 500-550 |
4. Cost & Production Considerations
4.1 Economic efficiency of 4140 rolled steel
Batch advantages:
- The cost per ton of hot-rolled plates/bars is 30%-50% lower than that of forging, which is suitable for mass production of standard parts (such as bolts and shafts).
- Cold-rolled thin plates are more expensive, but the precision can be directly used for stamping (such as gaskets and shells).
Supply chain efficiency:
- Adequate inventory of rolled materials and short delivery cycle (1-2 weeks); forging requires customized molds and process verification, with a delivery cycle of 4-8 weeks.
4.2 Added value of 4140 forged steel
Near net shape (NNS):
- Complex forgings (such as crankshafts) can reduce machining by more than 50%, offsetting part of the mold cost.
- Mold life: Ordinary forging dies are about 5000-10000 times, and precision forging dies (isothermal forging) can reach 50,000 times.
Small batch flexibility:
- Hydraulic press free forging is suitable for single pieces/small batches (such as aerospace parts), but the labor cost accounts for a high proportion.
5. In-depth Analysis of Application Scenarios
5.1 Typical working conditions for 4140 forging must be selected
Extreme dynamic loads:
- For example, the main shaft of a wind turbine: subject to alternating torque + bending stress, the fatigue life of forged parts is 40% higher than that of rolled parts.
- Impact tools (rock drill pistons): the impact energy of forged 4140 must be ≥45J, and rolled parts are difficult to meet the standard.
Harsh environment:
- Deep-sea oil valves: Forging density reduces hydrogen embrittlement sensitivity, and rolled parts require additional nitriding treatment.
Lightweight design:
- Aerospace landing gear: Forging can reduce weight by local thickening while maintaining overall strength.
5.2 Applicable boundaries of 4140 rolled steel
Static structural parts:
- Machine tool bed, welding base plate: The anisotropic effect of rolled thick plates can be ignored, and the cost advantage is significant.
Surface quality priority:
- Cold-rolled thin plates are used for appearance parts (such as instrument housings) without additional polishing.
6. Failure Analysis & Risk Avoidance
6.1 Potential risk points of 4140 rolled steel
Laminar tearing:
- When welding thick plates, sulfide inclusions in the rolling direction may cause weld cracking (Z-direction performance test is required).
Anisotropic failure:
- Case: A rolled 4140 steel connecting rod bolt broke during vibration due to insufficient transverse impact energy.
6.2 Process control of 4140 forged steel
Overheating and overburning:
- Forging temperature exceeding 1250°C will cause grain boundary oxidation, and the furnace atmosphere needs to be strictly controlled.
Streamline interruption:
- Improperly designed pre-forging shape may cause streamline folding (simulation software optimization is required).
7. Decision Flow Chart
Does it need to withstand dynamic loads/impact?
│
├Yes → Forging first
│ ├─ Is the budget sufficient?
│ │ ├─ Yes → Precision die forging
│ │ └─ No → Free forging + machining
│
└ No → Select rolling
├─ Is high surface quality required?
│ ├─ Yes → Cold rolling
│ └─ No → Hot rolling
└─ Thick plate welding → Detect Z-direction performance
8. Supplementary Suggestions
- Hybrid process: Use a composite structure of local forging (such as gear teeth) + rolled matrix for key areas.
- Detection technology:
-Rolled parts: Ultrasonic flaw detection (UT) to detect internal defects;
-Forged parts: Penetrant testing (PT) to check surface cracks. - Reprocessability: The weldability of forged 4140 steel is slightly worse than that of rolled parts, and it needs to be preheated to above 250°C.
Through the above analysis, it is clear that forging is superior in performance, but rolling is irreplaceable in cost and efficiency. When making actual choices, it is necessary to quantify key indicators (such as fatigue cycles, safety factor), and make a comprehensive decision based on the full life cycle cost (including repair/replacement risks).
Interactive topic: In your industry, what is the priority? 4140 rolled steel or 4140 forged steel?Welcome to discuss with us!